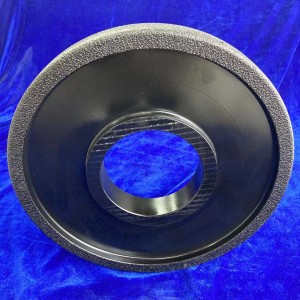
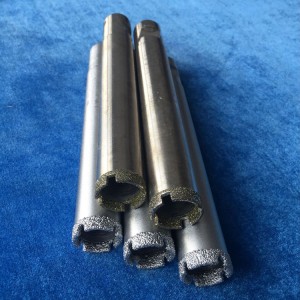
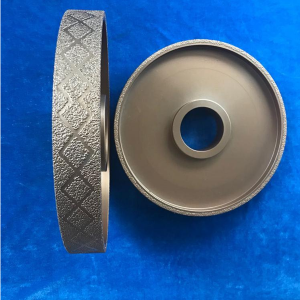
Алмазний шліфувальний інструмент спеціальної форми

Алмазний шліфувальний інструмент спеціальної форми
Через високу енергію інтерфейсу між алмазом та загальним металом та сплавом алмазні частинки не можуть проникати загальним сплавом із низькою температурою плавлення із слабкою згуртованістю. У традиційній технології виготовлення алмазні частинки покладаються лише на механічну силу затискання, що утворюється при холодній усадці матриці, щоб укласти її в металеву матрицю матриці, але не утворювати твердого хімічного зв'язку або металургійного зв'язку, в результаті чого алмазні частинки легко відокремлювати металеву основу від матриці в роботі, що значно скорочує термін служби та продуктивність алмазних інструментів. У більшості просочених інструментів рівень використання алмазу низький, а велика кількість дорогих алмазів втрачається у відходах. Лін Зенгдонг взяв на себе лідируючу роль у використанні алмазної технології металізації поверхні для нанесення алмазної поверхні з багатьма новими характеристиками, такими як відмінна теплопровідність, хороша термостійкість, поліпшення її первісних фізичних та хімічних властивостей, поліпшення її змочуваності в металевому чи сплавному розчині тощо.
Металізація алмазної поверхні привертає увагу виробників алмазних інструментів вдома та за кордоном з 1970-х років. *** Хоча було доведено, що деякі метали, такі як вольфрам (не окислений), можуть утворювати шар WC на поверхні алмазу при більш низькій температурі (близько 800 ℃), ідеальну силу приєднання можна отримати, нагріваючи протягом 1 години під вакууму і вище 600 ℃ відповідно до способу, що використовується для здійснення попередньої металізації поверхні алмазів. Відповідно до умов спікання зазвичай застосовуваних просочених алмазних ріжучих інструментів, малоймовірно, що металізований шар утвориться на алмазній поверхні, якщо він буде нагріватися протягом 5 хвилин при 900 ℃ в невакуумному або низькому вакуумі. Оскільки, чи атоми активного металу (Ti, V, Cr та ін.) Збагачені на поверхні алмазу, або реакція інтерфейсу досягає металургійної комбінації зв'язку та алмазу - це процес атомної дифузії. Відповідно до температури, яка використовується для гарячого пресування та такий короткий час, цей процес є вкрай неадекватним. За умови твердого фазового спікання (іноді є невелика кількість низької міцності та низької температури плавлення рідкої фази металів або сплавів) хімічна сила зв язку або металургійне з'єднання матриці з алмазом дуже слабка або взагалі не утворюватиметься.
Попередня металізація алмазної поверхні не є кінцевою метою, а лише одним із заходів щодо реалізації хімічної металургії з матричним металом. Після того, як алмаз з покриттям спікається на зубчасті (свердлильні) зуби, алмаз, що потрапив на секцію руйнування, втрачає покриття, а поверхня ям, що залишилися, дуже гладка, що, здається, вказує на те, що алмаз і матриця не досягли рівня хімічна обшивка Тому, навіть якщо поверхнева попередня металізація алмазу реалізована, традиційний метод твердофазного порошкового металургійного спікання не може реалізувати тверду комбінацію між алмазним і матричним матеріалом.