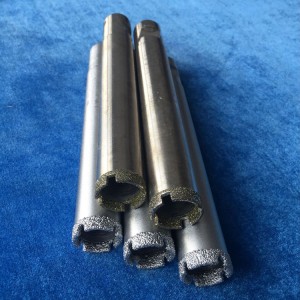
Narzędzie do lutowania diamentowego o specjalnym kształcie

Narzędzie do lutowania diamentowego o specjalnym kształcie
Ze względu na wysoką energię rozdziału między diamentem a ogólnym metalem i stopem, cząstki diamentu nie mogą być infiltrowane przez ogólny stop o niskiej temperaturze topnienia, o słabej spoistości. W tradycyjnej technologii wytwarzania cząstki diamentu polegają jedynie na mechanicznej sile zwarcia generowanej przez skurcz matrycy na zimno, aby wkładać się do metalowej matrycy matrycy, ale nie tworzą stałego wiązania chemicznego lub metalurgicznego, co powoduje, że cząstki diamentu To łatwe w celu oddzielenia od metalowej podstawy matrycy w pracy, co znacznie skraca żywotność i poziom wydajności narzędzi diamentowych. W większości impregnowanych narzędzi stopień wykorzystania diamentu jest niski, a duża ilość drogich diamentów jest tracona w odpadach wiórów. Lin Zengdong objął wiodącą pozycję w stosowaniu technologii metalizacji powierzchni diamentu w celu nadania powierzchni diamentu wielu nowych cech, takich jak doskonała przewodność cieplna, dobra stabilność termiczna, poprawa pierwotnych właściwości fizycznych i chemicznych, poprawa zwilżalności roztworów metali lub stopów itp.
Metalizacja powierzchni diamentu przyciąga uwagę producentów narzędzi diamentowych w kraju i za granicą od lat siedemdziesiątych. *** Chociaż udowodniono, że niektóre metale, takie jak wolfram (nieutleniany), mogą tworzyć warstwę WC na powierzchni diamentu w niższej temperaturze (około 800 ℃), idealną siłę wiązania można uzyskać przez ogrzewanie przez 1 godzinę w temperaturze próżnia i powyżej 600 ℃ zgodnie z procesem stosowanym do realizacji wstępnej metalizacji powierzchni diamentu. Zgodnie z warunkami spiekania powszechnie stosowanych impregnowanych diamentowych narzędzi skrawających, jest mało prawdopodobne, aby metalizowana warstwa utworzyła się na powierzchni diamentu, jeśli jest ogrzewana przez około 5 minut w temperaturze 900 ℃ w próżni lub w niskiej próżni. Ponieważ to, czy aktywne atomy metali (Ti, V, Cr itp.) Są wzbogacone na powierzchni diamentu, czy reakcja interfejsu dochodzi do metalurgicznej kombinacji wiązania i diamentu, jest procesem dyfuzji atomowej. W zależności od temperatury stosowanej do prasowania na gorąco i tak krótkiego czasu proces ten jest wyjątkowo nieodpowiedni. W warunkach spiekania w fazie stałej (czasem występuje niewielka ilość fazy ciekłej metalu lub stopu o niskiej wytrzymałości i niskiej temperaturze topnienia), siła wiązania chemicznego lub metalurgiczna siły wiązania matrycy z diamentem jest bardzo słaba lub wcale się nie tworzy.
Wstępna metalizacja powierzchni diamentu nie jest ostatecznym celem, ale tylko jednym ze środków realizacji połączenia metalurgii chemicznej z metalem osnowowym. Po spiekaniu powleczonego diamentu w zęby piły (wiertła) diament odsłonięty na odcinku złamania traci powłokę, a powierzchnia pozostałych wgłębień jest bardzo gładka, co wydaje się wskazywać, że diament i matryca nie osiągnęły poziomu okładziny chemiczne. Dlatego nawet jeśli realizowana jest wstępna metalizacja powierzchniowa diamentu, tradycyjna metoda metalurgii proszków w fazie stałej nie może zrealizować stałej kombinacji między diamentem a materiałem matrycy.