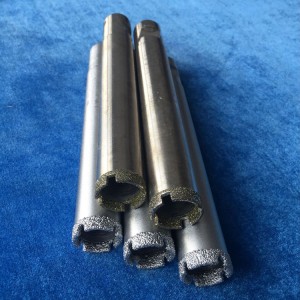
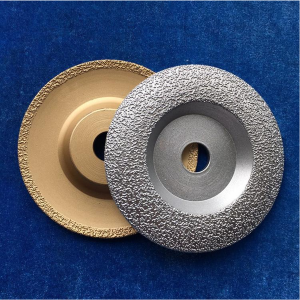
Különleges alakú, keményforrasztott gyémánt csiszolókorong-eszköz

Különleges alakú, keményforrasztott gyémánt csiszolókorong-eszköz
A gyémánt és az általános fém és ötvözet közötti nagy interfész-energia miatt a gyémánt részecskék nem képesek áthatolni az alacsony olvadáspontú ötvözetbe, alacsony kohéziós képességgel. A hagyományos gyártási technológiában a gyémánt részecskék csak a mátrix hideg zsugorodása által generált mechanikai szorítóerőre támaszkodnak, amely a mátrix fém mátrixába illeszkedik, de nem képeznek szilárd kémiai kötést vagy fémkohászati kötést, ami gyémánt részecskéket eredményez. elválasztani a mátrix fém alapról a munka során, ami jelentősen csökkenti a gyémánt szerszámok élettartamát és teljesítményszintjét. A legtöbb impregnált szerszámban a gyémánt felhasználási aránya alacsony, és számos drága gyémánt veszíti el a hulladékforgácsot. Lin Zengdong vezető szerepet töltött be a gyémánt felületi fémezés technológiájának felhasználásában olyan gyémánt felület biztosításához, amely számos új tulajdonsággal rendelkezik, például kiváló hővezető képességgel, jó hőstabilitással, eredeti fizikai és kémiai tulajdonságainak javításával, fém- vagy ötvözetoldatok nedvesíthetőségének javításával stb.
A gyémánt felület metalizálása az 1970-es évek óta vonzza a gyémánt szerszámgyártók figyelmét itthon és külföldön. *** Bár bebizonyosodott, hogy egyes fémek, például a volfrám (nem oxidált) alacsonyabb hőmérsékleten (kb. 800 ℃) képezhetik a WC-réteget a gyémánt felületén, az ideális kötőerő úgy érhető el, hogy 1 órán át melegítjük. vákuum és 600 ℃ feletti hőmérsékleten, a gyémánt felületének előzetes fémezéséhez szükséges eljárás szerint. Az általánosan használt impregnált gyémántvágó szerszámok szinterezési körülményei szerint nem valószínű, hogy a fémréteg kialakul a gyémánt felületén, ha kb. 5 percig hevítik 900 ° C-on nem vákuumban vagy alacsony vákuumban. Mert függetlenül attól, hogy az aktív fématomok (Ti, V, Cr stb.) Dúsulnak-e a gyémánt felületén, vagy az interfész-reakció eléri-e a kötés és a gyémánt fémkohászati kombinációját, az atomdiffúziós folyamat. A forró sajtoláshoz használt hőmérséklet és az ilyen rövid idő függvényében ez a folyamat rendkívül nem megfelelő. A szilárd fázisú szinterelés feltételei között (néha kevés alacsony szilárdságú és alacsony olvadáspontú fém- vagy ötvözött folyékony fázis van) a mátrix kémiai kötő vagy fémkohászati kötőereje gyémánthoz nagyon gyenge, vagy egyáltalán nem alakul ki.
A gyémánt felület előzetes metalizálása nem a végső cél, hanem csak az egyik intézkedés a kémiai kohászat és a mátrix fém kombinációjának megvalósításához. Miután a bevont gyémánt fűrész (fúró) fogakba szinterelt, a törésszakaszon kitett gyémánt elveszíti a bevonatot, és a fennmaradó gödrök felülete nagyon sima, ami úgy tűnik, hogy azt jelzi, hogy a gyémánt és a mátrix nem érte el a kémiai burkolat. Ezért még a gyémánt felületi előmetalizálásának megvalósulása esetén is a tradicionális szilárd fázisú porkohászati kohászati eljárás nem valósítja meg a gyémánt és a mátrix anyag szilárd kombinációját.