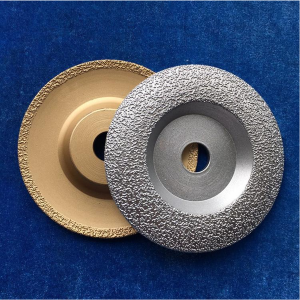
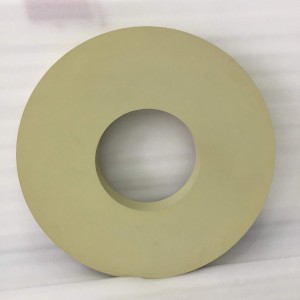
Φ50/Φ60/Φ80 Rubber grinding wheel for polishing stainless steel/Elastic wheel for grinding groove/No burrs



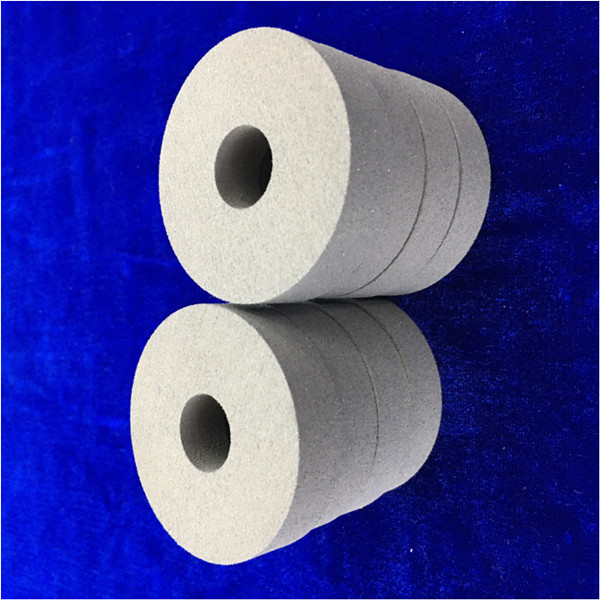
Φ50/Φ60/Φ80 Rubber grinding wheel for polishing stainless steel/Elastic wheel for grinding groove/No burrs
Bond:Rubber
Abrasive Material:Green Silicon Carbide
Characteristics:Elastic
No burrs
No scratches
Used for polishing stainless steel,grinding the groove.
Selection of Bond
Stainless steel has high toughness, high temperature strength, and large grinding force. Therefore, the grinding wheel is required to have greater strength and can withstand greater impact loads.
The ceramic bond can be used for grinding stainless steel grinding wheels. It has high water resistance, heat resistance and corrosion resistance, can maintain cutting performance well, and has porosity, which can achieve high productivity. The disadvantage is that it is relatively applied and cannot withstand greater impact and bending.
Grinding wheels used for cutting, grooving and centerless grinding of stainless steel materials can be made of resin bond. The grinding wheels made of it have high strength, flexibility, impact resistance, porosity, and can be used for higher peripheral speeds (35~75m/ s). However, the hardness of the resin bond grinding wheel is low and it is afraid of alkaline solutions. If the grinding wheel is immersed in paraffin before use, the influence of alkaline solution can be prevented. In addition, when the temperature is higher than 150°C, the resin bond will soften and reduce the strength, and even burn out. Therefore, it must be sufficiently cooled during grinding.
Selection of wheel hardness
When grinding stainless steel, a grinding wheel with lower hardness should be used, which has better self-sharpening performance. However, when the hardness of the grinding wheel is too low, the abrasive grains are not firmly bonded and fall off before being blunt, which greatly shortens the service life of the grinding wheel.
Production practice has proved that the hardness of the grinding wheel for grinding stainless steel is more suitable to use J~N, among which K and L are commonly used. J is better for internal grinding wheels with microcrystalline corundum as abrasive.
Selection of grinding wheel structure
When grinding stainless steel materials, because it is easy to block the grinding wheel, so generally choose 5~8 grinding wheel structure is more appropriate. If the workpiece material is the same, the grinding depth is large and the contact area is large, the grinding wheel with loose structure should be selected. When forming grinding or surface roughness is high, the grinding wheel with tight structure should be selected. For example, when grinding Crl7Ni7A1 high-strength precipitation-hardened stainless steel, 6~7 tissues are suitable.
It is better to use big hole grinding wheel in production. Because the large pore wheel has a large chip holding space, when the chips or grains enter the grinding zone, they can be squeezed into the larger pore, which is not easy to scratch the workpiece. When they leave the grinding zone, they can leave the surface of the wheel under the washing of cutting fluid, which is not easy to block the wheel. In addition, the stoma occupies a large area, the grinding wheel and the workpiece surface contact area is small, the relative grinding force and grinding temperature is low, so as to reduce the possibility of particles and debris adhesion, the sharpness of the grinding wheel, in turn may reduce the grinding force and grinding heat.